[VIP第1年] 指数:3
[VIP第1年] 指数:3
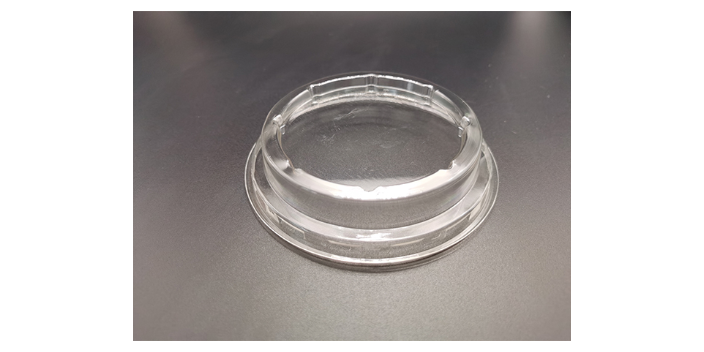
吸塑包装产品吸塑性不良常见原因分析(上)吸塑包装由于被包装内容物可见,具有良好的销售展示效果,在包装生产中应用***。针对实际吸塑包装生产过程中主要出现的产品吸塑性不良的故障,禹州质量吸塑内衬,结合实际生产经验,禹州质量吸塑内衬,重点从吸塑材料、吸塑工艺方法,禹州质量吸塑内衬、吸塑设备加工等方面分析了影响因素。吸塑包装的泡罩采用透明材料,以PVC、PP**为常用,在产品终端,一般将纸卡悬挂放置在货架上,产品的形状一目了然,符合当前消费者消费形态,因此这种包装的产品通常悬挂在商场货架醒目的位置,便于销售;吸塑盒使用的范围比较大,有玩具产品、文具、化妆品以及数码产品等。禹州质量吸塑内衬
3生产设备吸塑包装设备主要包括:吸塑成型机、冲床、封口机、高频机、折边机。封装形成的包装产品可分为:插卡、吸卡、双泡壳、半泡壳、对折泡壳、三折泡壳等。4三折泡壳包装三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。周口材料吸塑内衬吸塑餐盒加工工艺不同:吸塑餐盒和注塑是两个不同的加工工艺, 使用设备不同。
②当加热版的温度大于吸塑油及吸塑罩的温度时,热能才能处于传递状态,直至温度一致,这需要时间的积累;③施加压力,可帮助排除间隙空气加快热量传递,并帮助吸塑油与吸塑罩的紧密吸附;④要注意到,加热版的温度并非吸塑罩及。吸塑包装设备的加热方式影响吸塑包装设备加热方式的种类有三种:传统背面加热方式、加热片式表面加热、高周波方式内部加热。不同加热方式,温控方式不同,传热效果不同,造成吸塑油软化及吸塑冷却成型效果不同。
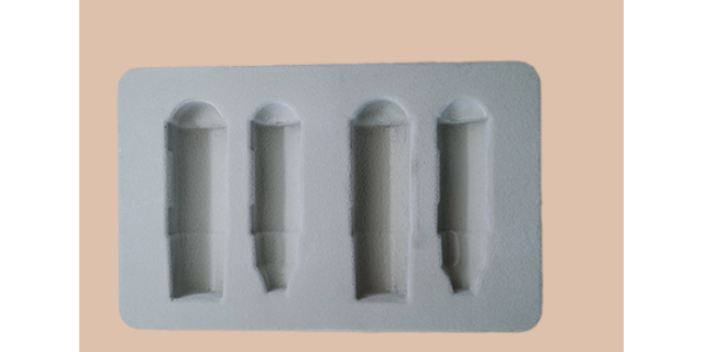
吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度就会越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。5.环保、成本、商业促销等都得以综合体现,开辟了包装减量化的新途径!
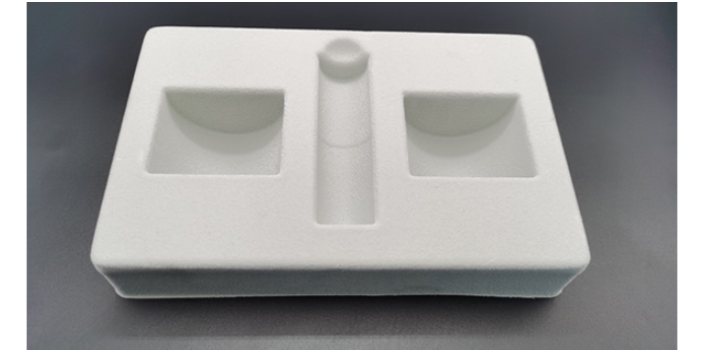
有行业人士认为吸塑托盘制品会是未来可能的一个行业,在使用上因为这款制品的耐用优势得到了各自行业人士的赞赏,在销售行业上托盘制品以突显的外观夺得了消费者的感觉。好的包装也要会加以使用才能将效果做到比较好,真正会利用包装的物品商来说包装的使用就是他们的一把利器。我们的包装生产主要是以物品的创新概念进行生产操作,对包装的样貌进行设计,第二:就是包装生产过程的一个概念。第三:则是检查阶段品质检查。湖南闽兴为你服务有毛刺脏污、微生物超标等问题;焦作吸塑内衬放心
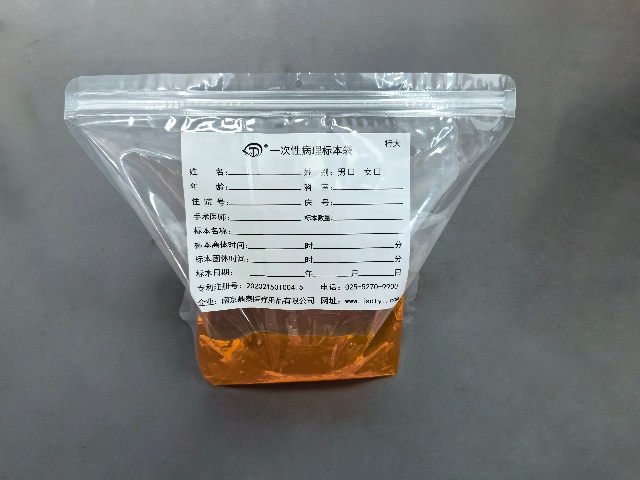
真空吸塑包装被称为无容器包装,可大量节省包装的原辅材料,减少包装废弃物。禹州质量吸塑内衬
吸塑包装生产车间内一般都会有全自动吸塑成型机、吸塑机、冲裁、折边、包装等机械设备,其中吸塑机设备的发热较为严重,也是造成吸塑包装车间内高温现象的产生的原因之一。如何在不影响设备正常使用的情况下降低吸塑包装车间温度,以及换气来改善提高车间空气质量,提供一个更健康更安全舒适的作业环境。那么质量的吸塑包装生产车间降温方案该如何设计呢?1、如果条件允许的情况下,将发热**为严重的吸塑车间与其它区域进行隔离,这样就可以适当的控制热量的扩散,减轻周边车间和岗位的闷热问题加剧;2、小于500平方米面积的吸塑车间禹州质量吸塑内衬
文章来源地址: http://baozhuang.chanpin818.com/slbzrq/qtslbzrq/deta_19725475.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。