[VIP第1年] 指数:3
[VIP第1年] 指数:3
厚片吸塑托盘加工定制流程是怎样的?1.制作生产设备:样品得到客户认可后,通常会下一定数量的订单进行生产。根据产量和厚板吸塑成形的复杂程度,生产调度会决定采用合适的生产磨削类型。2.厚片吸塑加工成型生产:在此过程中,将由全自动G速吸塑大型模压设备生产。3.冲床加工:厚片吸塑形成的排样产品需要通过冲床的cnc由刀盘分割成单个产品。更多关于这方面的内容大家可以联系我们厚片吸塑包装托盘定制。我们可以从不同的方面为大家介绍更多相关的内容。厚片吸塑产品已经应用在了我们日常生活的各个领域中。安徽机器外壳双层厚片吸塑市场价
多层成型的材料选择,选择正确的材料对于多层厚片吸塑至关重要。 这不仅要确保较终产品具有所需的性能,还要确保材料彼此兼容。 强度、透明度和阻隔性能等因素在此选择过程中起着至关重要的作用。 例如,虽然可能会因为其刚性而选择一层,但可能会因为其抗紫外线或美观而选择另一层。多层厚片吸塑的主要优点,在厚片吸塑中使用多层的创新方法具有许多优点。 首先,它可以在不显着增加重量的情况下增强产品的强度和耐用性。 这对于汽车和航空航天等行业尤其重要,因为这些行业的产品重量会对效率和性能产生深远的影响。湖南专注双层厚片吸塑制品目前市面上常见的产品薄片吸塑有:玩具吸塑包装、体育用品吸塑包装、文具用品吸塑包装等。
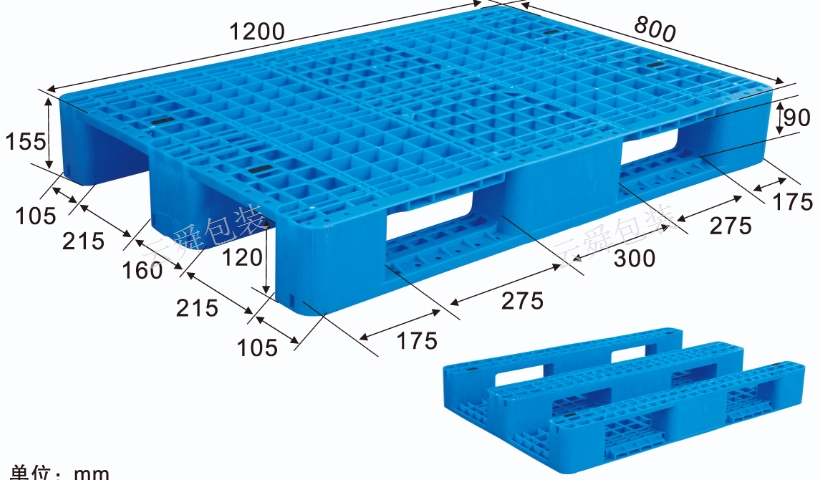
通常决定选择的重要因素包括模具、产品、塑料种类及产量要求等,因此,在进行选择前必须先收集或具备下列资讯:产品外形尺寸(长度、宽度、高度);产品的壁厚;使用产品的种类及数量;在结合以上信息后,即可按照下列步骤来选择合适的厚片吸塑加工机型:产品的大外形尺寸决定机器的井口尺寸,在成型面积1.5平方米以下选用小型厚片机,在1.5至3.7平方米选中型厚片机,在3.7平方米以上则要选用大型厚片机,如上机型分类所述。如产品的壁厚在1.5-2MM之间,产品的拉伸比(高度/长度+宽度的平均尺寸之比)在大于1的前提下,宜选用双层加热的机型,如小于1,则选用单层加热机型。如产品壁厚在1.5MM以下,不管拉伸比多大,(当然拉伸比超过1.5的制品就不宜做吸塑了)则选用单层加热机型即可。如产品壁厚在2MM以上,拉伸比在0.5以下宜选用单层加热机型,拉伸比超过0.5则宜选用双层加热机型。
成型温度:即pp厚片吸塑成型所用片材需具备适宜一定的加工温度范围。既在其吸塑加工生产过程中受热软化温度,容易成型,又与其熔融温度有一定距离,成型温度范围较宽;不能只在较小的某一特定温度范围内成型,温度偏高或偏低时,成型容易撕裂、熔塌等现象。以上就是这里小编给大家带来的关于pp厚片吸塑成型材料必须具备的性能要求,当然,如果您对以上内容还有任何疑问,欢迎拨打我们的客服专线,我们会安排专业的技术人员给您解答。双层吸塑盘的设计经过精心优化,能够提高工作效率。
在塑料工业疾速展开的这里,厚片吸塑运用范畴不时扩展,其吸塑机械的位置也愈加主要,且难以称心用户的需求。在厚片吸塑过程中,若是前期的处理工作没有做好的话,厚片吸塑产品在脱模的那一刻也会导致有变形的产品,变形后的产品品质势必会受到影响。为了避免类似问题的再次发生,一定要对此问题制定出相应的解决方案。为了防止吸塑脱模后变形,首先要求用户应对冷却水的温度进行检查,同时还要对喷头的水量进行调节,符合规定的范围。其次,还要调整每个位置的风向,以便于找到合适的压力进行厚片吸塑的生产。选择双层厚片吸塑作为企业形象的象征,能够传递出企业对品质和创新的追求,增加品牌的吸引力。湖南专注双层厚片吸塑制品
双层厚片吸塑的制造方法还可以实现更多的设计可能性,以满足不同的市场需求。安徽机器外壳双层厚片吸塑市场价
热拉伸:所谓的pp厚片吸塑材料的热拉伸性,就是片材在加热时均可以进行拉伸,这一特性对于pp吸塑产品的形状和质量有很大影响。有些可以拉伸15%~20%,而有些甚至可以拉伸至500%~600%。热强度:pp厚片吸塑材质的性能要求中还需要具备一定的热强度性能,即吸塑加工过程中加热软化的片材只要稍受压力,就会在吸塑模具上形成清晰的轮廓。反之,如果需要太大的压力才能吸塑加工成型,而真空吸塑成型所提供倾压力差有限,对某些细微的花纹就很难显示出来。安徽机器外壳双层厚片吸塑市场价
文章来源地址: http://baozhuang.chanpin818.com/slbzrq/qtslbzrq/deta_20498620.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。