[VIP第1年] 指数:3
[VIP第1年] 指数:3
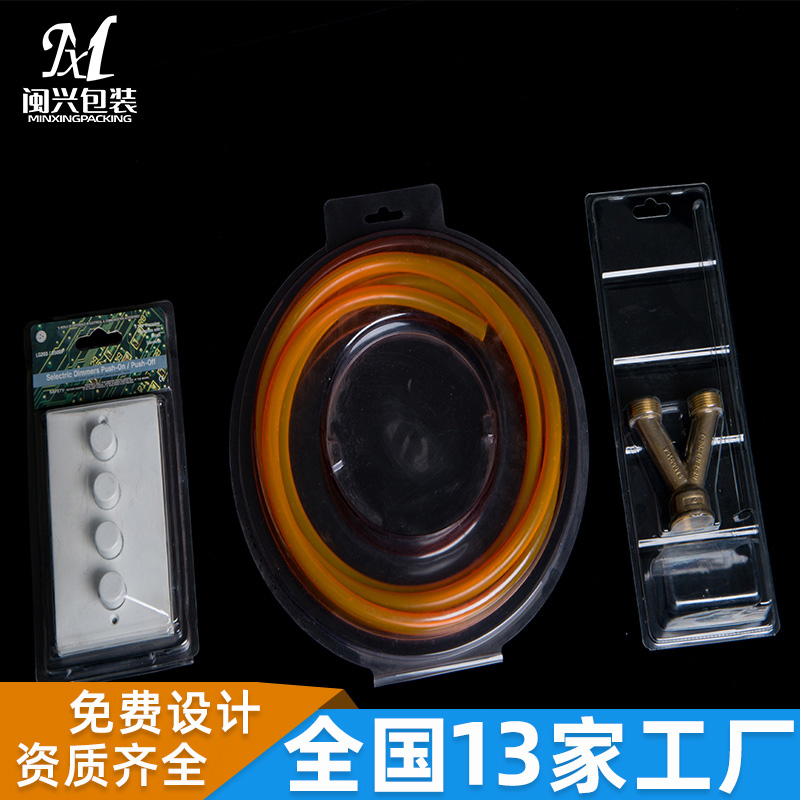
一、PVC片材韧性较高,不易燃烧,燃烧时会产生氯气,对环境造成一定影响,PVC易热合,可采用封口机和高周波封边,是生产透明吸塑制品的主要原料。PVC片材是一种用途广而深受欢迎的材料,PVC胶片可以分为环保及不环保两种,可以制成透明、彩色、防静电、镀金、植绒等各种吸塑包装制品,其特点主要透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型,产品广用于玩具、食品、电子产品、医药、电器、礼品、化妆品、文具等产品外包装。1.环保、成本、商业促销等都得以综合体现,开辟了包装减量化的新途径。湖州HDPE厚片吸塑托盘吸塑
真空成型的优点吸塑包装之所以被应用,主要有以下几个优点:1.节省原辅材料、重量轻、运输方便、密封性能好,符合环保绿色包装的要求;2.能包装任何异形产品,装箱无需另加缓冲材料;3.被包装产品透明可见,外形美观,便于销售;4.适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。晶点就是吸塑包装材料上的一个点,会严重的影响到了吸塑包装产品外观,质量问题是来自于片材供应商,产生这种原因的是片材在生产的时候,有杂物混合在材料中,就会出现这类的质量状况,解决方法就是生产吸塑包装产品前对片材进行检查。湖州HDPE厚片吸塑托盘吸塑1.采用吸塑托盘,外观效果如同苹果包装,带哑光效果,能让产品在视觉上更加吸引消费者的眼球。

就价值方面,热成型板块占据比较大市场份额,预计在预测期内将以比较高复合年增长率增长。这种增长可归因于其打印质量优异且能承受各种气候条件图像的能力。另一方面,技术板块冷成型部分在吸塑包装市场中占有适中的份额。与热成型技术相比,冷成型技术是一个比较复杂的过程,因为它生产速度较慢,生产成本更高,包装不透明,这使得检查错误包装变得十分困难。按公司、不同层面及地区分析吸塑包装市场,前瞻产业研究院整理就价值方面,塑料薄膜部分按材料计算占比较大市场份额,预计在预测期间将以比较高复合年增长率增长。这种增长是由于其在几乎所有类型的包装类型中的应用,因为它提供了良好的产品可见性,并提供安全和有吸引力的包装。塑料也被用作制造吸塑包装的原料,因为它具有耐用、清洁、轻质、透明和成本效益。
BOPS又叫双向拉伸聚苯乙烯;具有强度高、刚性大、透明度好,它无毒、无味,是国际公认的绿色食品包装材料之一。 BOPS片材,又名OPS片材,是双向拉伸聚苯乙烯片材的缩写,属于高分子新型环保材料。材料无毒、无味、比重轻、透明度好;有优良的刚性、表面硬度和光泽度;尺寸稳定性好,且表面装饰性和电性能优异。BOPS产品可直接与食品接触,符合美国FDA和欧盟90/128/EEC卫生标准。是我国环保总局指定“可回收类环保产品”之一。BOPS片材适用于正压热成型机器制作环保卫生的塑料包装制品但对于您需要生产的餐盒产品;

传统吸塑过程,采取背面加热方式,加热版受热,通过纸卡背面加热传递热量到吸塑油表面及吸塑罩,完成吸塑成型过程,其吸塑温度相对恒定无法快速调整;热量传递受纸张厚度影响很大,越厚的纸张热量越难迅速传递到吸塑罩上,因此一定要给足够吸塑压合时间让热量充分 传递到吸塑罩上方可保证吸塑效果。加热片式吸塑机,在吸塑罩表面加热传递热量到吸塑油表面,完成吸塑成型过程,其吸塑温度可快速调整;由于加热片直接与吸塑罩接触,当温度过高时,吸塑罩极易受热变形且热量较难传递到吸塑油表面(吸塑罩越薄越易传递热,但越容易变形),要保证良好的吸塑效果,必须选择合适厚度的吸塑罩及调整好吸塑温度、融合时间。吸塑是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后;湖州吸塑盖子
吸塑餐盒加工工艺不同:吸塑餐盒和注塑是两个不同的加工工艺, 使用设备不同。湖州HDPE厚片吸塑托盘吸塑
吸塑包装尺寸的得来可分为三种:按照客户样品复制(制模叫复模)、根据图纸制模、根据实物自行设计。因为吸塑的形状一般根据实物定制,故形状多不规则,图纸制作时有很多尺寸不准确或不能标注出,故根据图纸制作时存在的偏差较大。为准确起见,一定要配以实物试装。根据样品复模制作的产品,尺寸偏差才不会很大。一般厚度公差为0.1mm,产品偏差为±2mm。公差产生的原因主要有:1.手工起模时造成的偏差。此偏差一般小于2mm。2.种模复制子模时产生的偏差。此偏差较小,一般小于0.5mm。3.同一模具因材料、吸塑温度不同造成的厚度偏差。此偏差较小,一般小于0.1mm。4.厚度的公差视具体情况而定,同一面积被拉得越大,此块厚度就会越薄。不同的操作人员,不同的温度也会使同一部位的厚度不同。湖州HDPE厚片吸塑托盘吸塑
文章来源地址: http://baozhuang.chanpin818.com/xyzybz/spbzri/deta_25651620.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。