[VIP第1年] 指数:3
[VIP第1年] 指数:3
在医药行业中,全自动药品包装机作为保障药品安全与质量的关键设备,扮演着至关重要的角色。全自动药品包装机通过严格的生产流程控制、高效的包装效率与精确的计量技术,确保了药品在包装过程中的安全与质量。全自动药品包装机采用先进的传感器与控制系统,能够实时监测包装环境,如温度、湿度、压力等,确保药品在比较好条件下进行包装,避免药品因环境因素导致的变质或失效。同时,通过精确的计量技术,全自动药品包装机能够准确控制药品的剂量,确保每一份药品都符合规定的质量标准。在包装形式上,全自动药品包装机支持多种包装类型,如泡罩包装、瓶装、铝塑泡罩包装等,能够满足不同药品的包装需求。此外,全自动药品包装机还具备高效的生产能力,能够快速完成大量药品的包装工作,提高生产效率,降低生产成本。总之,全自动药品包装机以其突出的性能与功能,为医药行业的药品安全与质量控制提供了有力保障,是医药生产企业不可或缺的重要设备。热收缩包装机在包装过程中能够自动切断收缩膜。东莞真空包装机厂

填充机是包装机中的重要类型,主要用于将产品装入容器中,如液体、粉末、颗粒等。填充机根据产品的特性采用不同的计量方式,例如液体产品通常通过流量计或泵来控制填充量,而粉末和颗粒产品则依赖称重系统来实现精确计量。填充机的精度和稳定性直接影响包装的质量,尤其是在食品和医药行业,填充量不准确可能导致产品浪费或客户投诉。此外,填充机还可以根据容器的形状和材质进行调整,适应瓶装、袋装或盒装等多种包装形式。填充机的高效运行是包装生产线中不可或缺的一环。

包装机能够提高生产效率。全自动包装机具有较高的自动化程度,能够完成从产品输入到包装完成的整个过程,提高了生产效率。相比人工包装,机械包装具有更高的速度和准确性,减少了人工操作的繁琐和误差。同时,包装机还能够适应大规模生产的需要,满足各种生产规模的需求。其次,包装机能够降低生产成本。使用包装机可以减少人工参与的需求,降低了人力成本。同时,包装机还能够减少包装材料的浪费,提高包装材料的利用率。通过精确控制包装参数,包装机能够确保每个产品的包装量一致,避免了过度包装和包装不足的问题。此外,包装机还能够降低产品的损耗率,提高产品的成品率,进一步降低了生产成本。
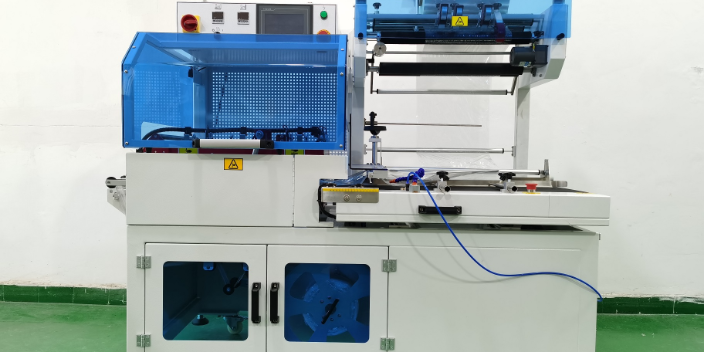
传统包装方式依赖人工操作,不仅速度慢,而且易受人为因素影响,导致生产效率低下。相比之下,包装机通过自动化流程,实现了连续、稳定的包装作业,显著提高了生产效率。特别是在大规模生产中,包装机的优势更加明显,能够在短时间内完成大量产品的包装,满足市场需求。从长期来看,包装机在成本控制上展现出巨大优势。虽然初期投资较高,但因其能有效减少人力成本、降低物料浪费、提高生产效率,使得单位产品的包装成本大幅降低。此外,包装机的精细控制减少了次品率,进一步节约了成本。而传统包装方式则因人力成本高、效率低下、物料损耗大等问题,导致总成本居高不下。热收缩包装机可以适应不同尺寸的产品包装。

包装机是指用于将产品包装起来的机器,广泛应用于各种工业生产领域。根据不同的分类标准,包装机可以分为多种类型,以满足不同产品的包装需求。按产品状态分类,包装机可以分为液体包装机、块状包装机、散粒体包装机等。液体包装机主要用于液体产品的包装,如饮料、酱油、醋等;块状包装机则适用于块状产品的包装,如糖果、薯片、花生等;散粒体包装机则适用于散粒体产品的包装,如面粉、砂糖、鸡精等。按包装作用分类,包装机可以分为内包装机、外包装机等。热收缩包装机是现代包装行业的重要设备之一。东莞真空包装机厂
包装机的热收缩膜可以定制,满足不同需求。东莞真空包装机厂
随着环保意识的增强,热收缩包装机在材料选择上也越来越注重可持续性。传统的PVC收缩膜逐渐被环保型的POF、PE等材料取代。这些新型材料不仅具有良好的收缩性能和透明度,还能在自然环境中降解,减少对环境的污染。此外,热收缩包装机的能耗也在不断优化,许多新型设备采用节能设计,降低了运行成本。企业在选择热收缩包装机时,不仅要考虑设备的性能,还要关注其环保性和节能性,以适应未来的发展趋势。同时,一些厉害的热收缩包装机还采用了智能温控系统,能够根据包装材料的特性自动调节加热温度,避免能源浪费,进一步体现了绿色环保的理念。东莞真空包装机厂
文章来源地址: http://baozhuang.chanpin818.com/bzsbwe/dgnbzjtx/deta_25996961.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。