[VIP第1年] 指数:3
[VIP第1年] 指数:3
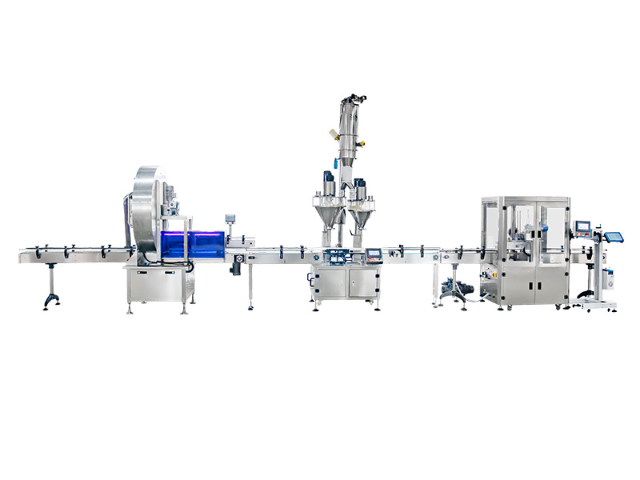
塑封包装机操作时包装材料易被拉断怎么办?包装材料易被拉断原因:1、塑封包装机供纸接近开关出现故障;2、塑封包装材料不规则,出现毛边的现象;3、塑封包装机供纸位置的电机线路出现故障。塑封包装材料易被拉断解决方法:1、当塑封包装机供纸接近开关出现故障时,需要更换塑封包装机的供纸接近开关。2、当塑封包装材料不规则,出现手边的现象时,需要修剪掉不合格的包装材料。3、当塑封包装机供纸位置的电机线路出现故障时,需要及时检查维修包装机的供纸电机线路。食品包装机的可靠性也得到了大幅提升,通过严格的质量控制和耐久性测试,确保设备的长期稳定运行。宁波灌装包装机

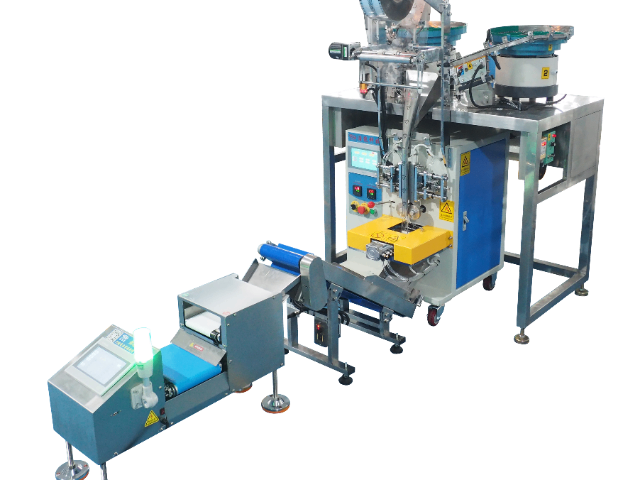
热收缩膜包装机是一种高度自动化的设备,可以采用收缩薄膜包在产品或包装件外面,然后加热,使包装材料收缩而裹紧产品或装件,充分显示物品的展销性,以增加美观及价值感。那么热收缩膜包装机应该怎么使用呢?使用前要详细阅读说明书,然后先设定加热时间,按下按钮使用。由于热收缩膜包装机本身的特性,因此安装使用的时候需要注意一定的事项。热收缩膜包装机怎么使用:1、设定好加热时间。2、按下手动或自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到一十点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁代得申输出。3烘箱汽运行到上上点时,定时器启动开始证时,步条汽缸电磁闲新电。4、定时结束,烘箱汽制电磁代断电。5、依据工作方式标志位,决定是否继续下一个工作流程。徐州塑封包装机多少钱一台全自动包装机兼容多种包装材料,满足多样化产品包装需求。
塑封包装机封口不严密怎么办?封口不严密原因:1塑封包装机的封合温度比正常温度低;2塑封包装机的材料分布不匀、材料不规则;3、塑封包装机封合处的压力不均匀。封口不严密解决方法:1、当塑封包装机的封合温度比正常温度低时,需要调高包装机的封合温度。2、当塑封包装机的材料分布不匀、材料不规则时,需要修整不规则的包装材料。3、当塑封包装机封合处的卡力不均匀时,需要调整好包装机的封合卡力值。塑封包装机的封口处不正怎么办?封口不正原因:塑封包装机热封器体的位置设置不对。封口不正解决方法:当塑封包装机热封器体的位置设置不对时,需要调整好包装机的热封器体的位置。
控温型塑封包装机:这类的特征是压力和速度早已固定不动。温度可调式。橡胶辊间压力、橡胶辊运行速度在出产时就已经固定不动,塑封温度可由使用人自主调整。有效证件的封合色牢度由塑封温度操纵。因为塑封包装机构造因不一样生产厂家而异,因此塑封包装机里表明的温度不一定相当于塑封温度。一般选用前橡胶辊加温的塑封包装机,其表明温度与塑封温度较为贴近。对此类型号的实际操作应按工艺规定的方式逐一开展。当压力、速度一定时,温度大低塑封不稳固,温度太高而发生形变、漏胶。橡胶辊间的压力很大也易发生漏胶。若温度不断调整依然不可以达到塑封规定时,该型号压力有一定可调式范畴,可参考产品介绍卸启动盖,开展适度调整,以达到好塑封标准。全自动包装机结合条形码扫描技术,实现产品信息的自动录入与追踪。
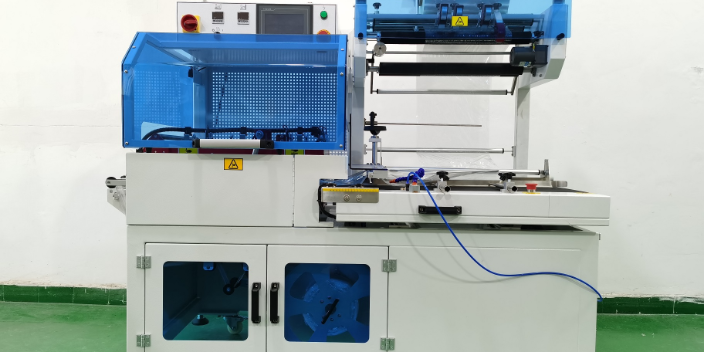
热收缩膜包装机安装使用注意:1、机器一定要水平安装,否则将缩短电热管的使用寿命,对网带传送的机器而言,其倾斜安装将导致输送带偏离中心。2、机器连续使用一个月以一时,应对收缩室的耐温电线进行检查,根据其老化程度,酌情更换。3、机器工作时,操作人员的手掌等部位不允许与机器的运转部位相接触,特别是收缩室内部的温度极高,很容易烫伤。4、包装工作结束后,应先关闭加热开关,让输送电机及风机电机继续运行10分钟左右,再切断整个电源。先进的全自动包装机,采用伺服电机驱动,确保包装动作的准确与稳定。苏州真空包装机
食品包装机的发展也带动了相关服务业的发展,如包装设计、技术咨询等,形成了一个多元化的服务体系。宁波灌装包装机
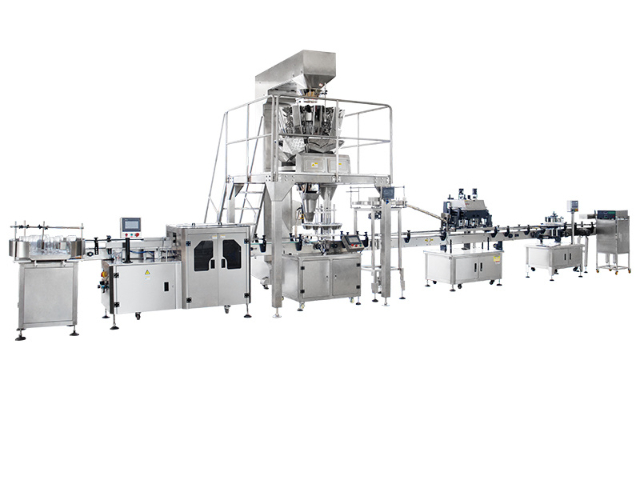
单室真空包装机和双室有什么区别?真空的包装机的真空的包装主要是在真空室完成的,根据真空率的数量可分为单室真空的包装机和双室真空的包装机两种,那么它们之间有什么区别呢?1、真空室数量:单室真空包装机只有一个真空室,双室则有两个。2、抽真空能力:单室真空包装机一般为21m/h,双室为100m/h3、尺寸大小:单室真空包装机只有一个真空室,因此体积比双室真空包装机要小很多,重量方面也是,一般双室真空的包装机比单室的重一倍。宁波灌装包装机
文章来源地址: http://baozhuang.chanpin818.com/bzsbwe/dgnbzjtx/deta_26198685.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。